
Foshan Fulan Laser Technology Co., Ltd.
National Hotline: 0757-29899345
Manager Wen: 18902563402
Fax: 0757-29899345
Business QQ: 2801827697
E-mail: china@fsfulan.com
Address: No.14, Leliu Port Intensive Industrial Zone, Shunde District, Foshan CityThe high-tech zone almond altar town, shunde, foshan city shun industry west road no. 15 cimc valley 20 9 / f, building B
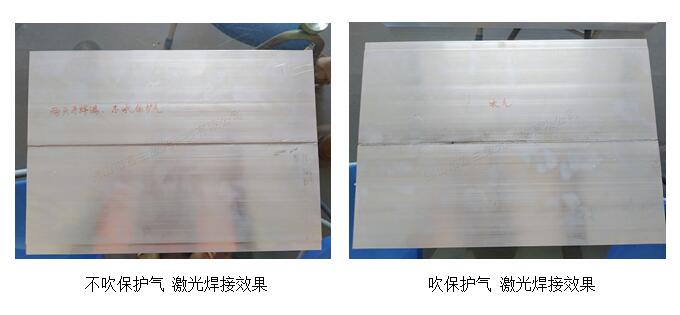
Shielding gas is an inert gas used to protect the molten pool during laser welding. Some materials can be welded without considering the surface oxidation without shielding gas, but for most applications, shielding gas is required. Because the shielding gas can drive or weaken the plasma (plasma is easily generated in the laser welding process, and the plasma can absorb, refract and reflect the laser), increase the cooling rate of the weld, reduce the degree of oxidation of the weld surface, and improve the welding Surface morphology of the seam.
During laser welding, the type of shielding gas used, the size of the gas flow, and the blowing method will directly affect the quality of the welding. Below, Foshan Fulan Laser will briefly talk about how to use shielding gas correctly.
Gas types: commonly used protective gases include nitrogen, argon, helium, a mixture of argon and helium. Under normal circumstances, argon should be used for welding carbon steel, nitrogen should be used for stainless steel, helium should be used for titanium alloy, and a mixed gas of argon and helium should be used for aluminum alloy.
Gas flow: The size of the gas flow depends on the actual welding situation. When using high-power continuous laser welding, the gas flow rate usually used is larger than that of pulsed laser welding.
Blowing method: There are two blowing methods: side blowing and coaxial blowing. Coaxial blowing can be used for low power welding, and side blowing is recommended for high power continuous welding.

Foshan Fulan Laser reminds you: The following 4 points should be paid attention to when using shielding gas:
1. If the protective gas cylinder is not opened or the airflow direction is wrong, it will cause the welding seam to oxidize and the welding seam to become black.
2. To properly control the shielding gas flow, if the flow is too large, it may cause cracks in the weld.
3. In order not to affect the welding penetration, some materials should not use shielding gas.
4. In order to effectively protect the lens and prevent metal vapor pollution or metal splash from damaging the lens, the size and flow of the nozzle must be controlled, otherwise the laminar flow of the protective gas will become turbulent, and the atmosphere will be drawn into the molten pool and eventually form pores.
Quality assurance, full service!
Let the value of equipment exceed customer expectations!
Manager Wen: 18902563402

Scan Mobile Version |