
Foshan Fulan Laser Technology Co., Ltd.
National Hotline: 0757-29899345
Manager Wen: 18902563402
Fax: 0757-29899345
Business QQ: 2801827697
E-mail: china@fsfulan.com
Address: No.14, Leliu Port Intensive Industrial Zone, Shunde District, Foshan CityThe high-tech zone almond altar town, shunde, foshan city shun industry west road no. 15 cimc valley 20 9 / f, building B
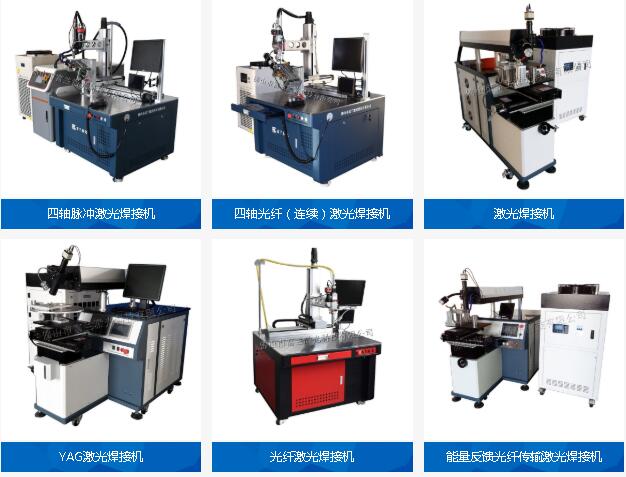
In most cases, YAG lasers are used for pulses, and fiber lasers are used for continuous laser welding machines.
Below, Foshan Fulan Laser briefly describes the respective processes of these two welding methods:
Continuous welding has a very high frequency of light emission. If good welding protection and suitable welding parameters are adopted, a uniform and smooth weld can be obtained. This weld basically does not need to be polished or polished.
Due to the low frequency of pulse welding, clear and intermittent percussions can be heard during work, and the result is a flat fish-scale weld, which is somewhat similar to an argon arc welding weld, or if necessary, it will also be formed. Full single spot welding spot.
In the process of processing, continuous welding only needs to select the appropriate welding track, operating speed, power and other parameters, which is relatively simple, while pulse welding requires the pulse width, light frequency, single pulse power, operating speed and pulse. Comprehensive consideration of many parameters, such as waveform, is relatively complicated.
In addition, the energy density of the fiber laser beam at the optical center is very high, and with the current technical means, the laser beam can be coupled to an energy transmission fiber with a very small core diameter, so medium and high power light lasers are very suitable for deep penetration. Welding to obtain a weld with a large aspect ratio. The flat-topped distribution of the pulsed laser beam has greater advantages for heat conduction welding represented by thin plate splicing welding.
Quality assurance, full service!
Let the value of equipment exceed customer expectations!
Manager Wen: 18902563402

Scan Mobile Version |